


Čelične cijevi za automobilske dijelove / SCM420H SCM440H SCM435 automobilske čelične cijevi
Značajke
Ocjena materijala:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C itd.
Obrada površina:
1.Ogoljen
2. Crno obojeno (premazan lakom)
3.Galvanizirano
4.Nauljeni
5.Prema kupcima.
JIS G3445 Precizne čelične cijevi uglavnom se koriste u dijelovima automobila i preciznih strojeva za automobile i cilindre.korištenje pod pritiskom, kao i za transport cjevovoda za paru, vodu, plin.
Kemijski sastav
| Razred | Oznaka | Jedinica (%) | ||||||
| C | Si | Mn | P | S | Nb ili V | |||
| 11. razred | A | STKM 11A | 0,12 maks. | 0,35 maks. | 0,60 maks. | 0,040 maks. | 0,040 maks. | - |
| 12. razred | A | STKM 12A | 0,20 maks. | 0,35 maks. | 0,6 maks. | 0,04 maks. | 0,04 maks. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| 13. razred | A | STKM 13A | 0,25 maks. | 0,35 maks. | 0,30~0,90 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| 14. razred | A | STKM 14A | 0,30 maks. | 0,35 maks. | 0,30~1,00 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| 15. razred | A | STKM 15A | 0,25~0,35 | 0,35 maks. | 0,30~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 15C | |||||||
| 16. razred | A | STKM 16A | 0,35~0,45 | 0,40 maks. | 0,40~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 16C | |||||||
| 17. razred | A | STKM 17A | 0,45~0,55 | 0,40 maks. | 0,40~1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 17C | |||||||
| 18. razred | A | STKM 18A | 0,18 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| 19. razred | A | STKM 19A | 0,25 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| C | STKM 19C | |||||||
| ocjena 20 | A | STKM 20A | 0,25 maks. | 0,55 maks. | 1,60 maks. | 0,040 maks. | 0,040 maks. | 0,15 maks |
Mehanička svojstva
| Vrsta čelika | Granica tečenja (Mpa) | Vlačna čvrstoća (Mpa) | Istezanje(%) | |
| Ime | Ne. | ReH (min.) | Rm (min) | A (min.) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Tolerancija
| VELIČINA | Dopuštena tolerancija | Posebna tolerancija | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ±0,25 mm | <3 mm±0,3 mm;
≥3 mm ±10%
| ±0,05 mm | ±0,05 mm |
| 20mm-30mm | ±0,25 mm | ±0,08 mm | ±0,08 mm | |
| 31mm-40mm | ±0,25 mm | ±0,10 mm | ±0,08 mm | |
| 41mm-49mm | ±0,25 mm | ±0,15 mm | ±0,15 mm | |
| 50mm-80mm | ±0,5% | ±0,20 mm | ±0,20 mm | |
| 81mm-120mm | ±0,5% | ±0,30 mm | ±0,30 mm | |
Stanje isporuke
| Oznaka | Simbol | Opis |
| Hladno gotovo (tvrdo) | BK(+C) | Cijevi se ne podvrgavaju toplinskoj obradi nakon konačnog hladnog oblikovanja i stoga imaju prilično visoku otpornost na deformaciju |
| Hladna obrada (meko) | BKW | Nakon završne toplinske obrade slijedi hladno izvlačenje uz ograničenu deformaciju.Odgovarajuća daljnja obrada omogućuje određeni stupanj hladnog oblikovanja (npr. savijanje, širenje) |
| (+LC) | ||
| Hladno završeno i bez stresa | BKS(+SR) | Toplinska obrada se primjenjuje nakon posljednjeg procesa hladnog oblikovanja.Podložno odgovarajućim uvjetima obrade, povećanje uključenih zaostalih naprezanja omogućuje i oblikovanje i strojnu obradu do određenog stupnja. |
| Žareno | GBK(+A) | Nakon posljednjeg procesa hladnog oblikovanja slijedi žarenje u kontroliranoj atmosferi. |
| Normalizirano | NBK(+N) | Posljednji proces hladnog oblikovanja slijedi žarenje iznad gornje točke transformacije u kontroliranoj atmosferi. |
Stanje isporuke
| Oznaka | Simbol | Opis |
| Hladno gotovo (tvrdo) | BK(+C) | Cijevi se ne podvrgavaju toplinskoj obradi nakon konačnog hladnog oblikovanja i stoga imaju prilično visoku otpornost na deformaciju |
| Hladna obrada (meko) | BKW | Nakon završne toplinske obrade slijedi hladno izvlačenje uz ograničenu deformaciju.Odgovarajuća daljnja obrada omogućuje određeni stupanj hladnog oblikovanja (npr. savijanje, širenje) |
| (+LC) | ||
| Hladno završeno i bez stresa | BKS(+SR) | Toplinska obrada se primjenjuje nakon posljednjeg procesa hladnog oblikovanja.Podložno odgovarajućim uvjetima obrade, povećanje uključenih zaostalih naprezanja omogućuje i oblikovanje i strojnu obradu do određenog stupnja. |
| Žareno | GBK(+A) | Nakon posljednjeg procesa hladnog oblikovanja slijedi žarenje u kontroliranoj atmosferi. |
| Normalizirano | NBK(+N) | Posljednji proces hladnog oblikovanja slijedi žarenje iznad gornje točke transformacije u kontroliranoj atmosferi. |
| Visokoprecizne čelične cijevi na zalihama | ||||||||||
| OD | Debljina (mm) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1,5 | 6*2 | |||||||
| 8 | 8*1 | 8*1,5 | 8*2 | |||||||
| 10 | 10*1 | 10*1,5 | 10*2 | 10*2,5 | ||||||
| 12 | 12*1 | 12*1,5 | 12*2 | 12*2,5 | 12*3 | |||||
| 14 | 14*1 | 14*1,5 | 14*2 | 14*2,5 | 14*3 | |||||
| 15 | 15*1 | 15*1,5 | 15*2 | 15*2,5 | 15*3 | 15*3,5 | ||||
| 16 | 16*1 | 16*1,5 | 16*2 | 16*2,5 | 16*3 | 16*3,5 | 16*4 | 16*4,5 | ||
| 18 | 18*1 | 18*1,5 | 18*2 | 18*2,5 | 18*3 | 18*3,5 | 18*4 | 18*4,5 | ||
| 20 | 20*1 | 20*1,5 | 20*2 | 20*2,5 | 20*3 | 20*3,5 | 20*4 | 20*4,5 | 20*5 | |
| 22 | 22*1 | 22*1,5 | 22*2 | 22*2,5 | 22*3 | 22*3,5 | 22*4 | 22*4,5 | 22*5 | |
| 25 | 25*1 | 25*1,5 | 25*2 | 25*2,5 | 25*3 | 25*3,5 | 25*4 | 25*4,5 | 25*5 | |
| 28 | 28*1 | 28*1,5 | 28*2 | 28*2,5 | 28*3 | 28*3,5 | 28*4 | 28*4,5 | 28*5 | |
| 30 | 30*1 | 30*1,5 | 30*2 | 30*2,5 | 30*3 | 30*3,5 | 30*4 | 30*4,5 | 30*5 | 30*6 |
| 32 | 32*1,5 | 32*2 | 32*2,5 | 32*3 | 32*3,5 | 32*4 | 32*4,5 | 32*5 | 32*6 | |
| 34 | 34*1,5 | 34*2 | 34*2,5 | 34*3 | 34*3,5 | 34*4 | 34*4,5 | 34*5 | 34*6 | |
| 35 | 35*1,5 | 35*2 | 35*2,5 | 35*3 | 35*3,5 | 35*4 | 35*4,5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2,5 | 38*3 | 38*3,5 | 38*4 | 38*4,5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2,5 | 40*3 | 40*3,5 | 40*4 | 40*4,5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2,5 | 42*3 | 42*3,5 | 42*4 | 42*4,5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2,5 | 45*3 | 45*3,5 | 45*4 | 45*4,5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2,5 | 46*3 | 46*3,5 | 46*4 | 46*4,5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2,5 | 48*3 | 48*3,5 | 48*4 | 48*4,5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2,5 | 50*3 | 50*3,5 | 50*4 | 50*4,5 | 50*5 | 50*6 | ||
| 54 | 54*2,5 | 54*3 | 54*3,5 | 54*4 | 54*4,5 | 54*5 | 54*6 | |||
| 60 | 60*2,5 | 60*3 | 60*3,5 | 60*4 | 60*4,5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3,5 | 65*4 | 65*4,5 | 65*5 | 65*6 | ||||
| 75 | 75*3,5 | 75*4 | 75*4,5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4,5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Napomena: Prema vašim zahtjevima možemo proizvesti i druge veličine.Površinska obrada: svijetla, pocinčana, fosfatna itd. | ||||||||||
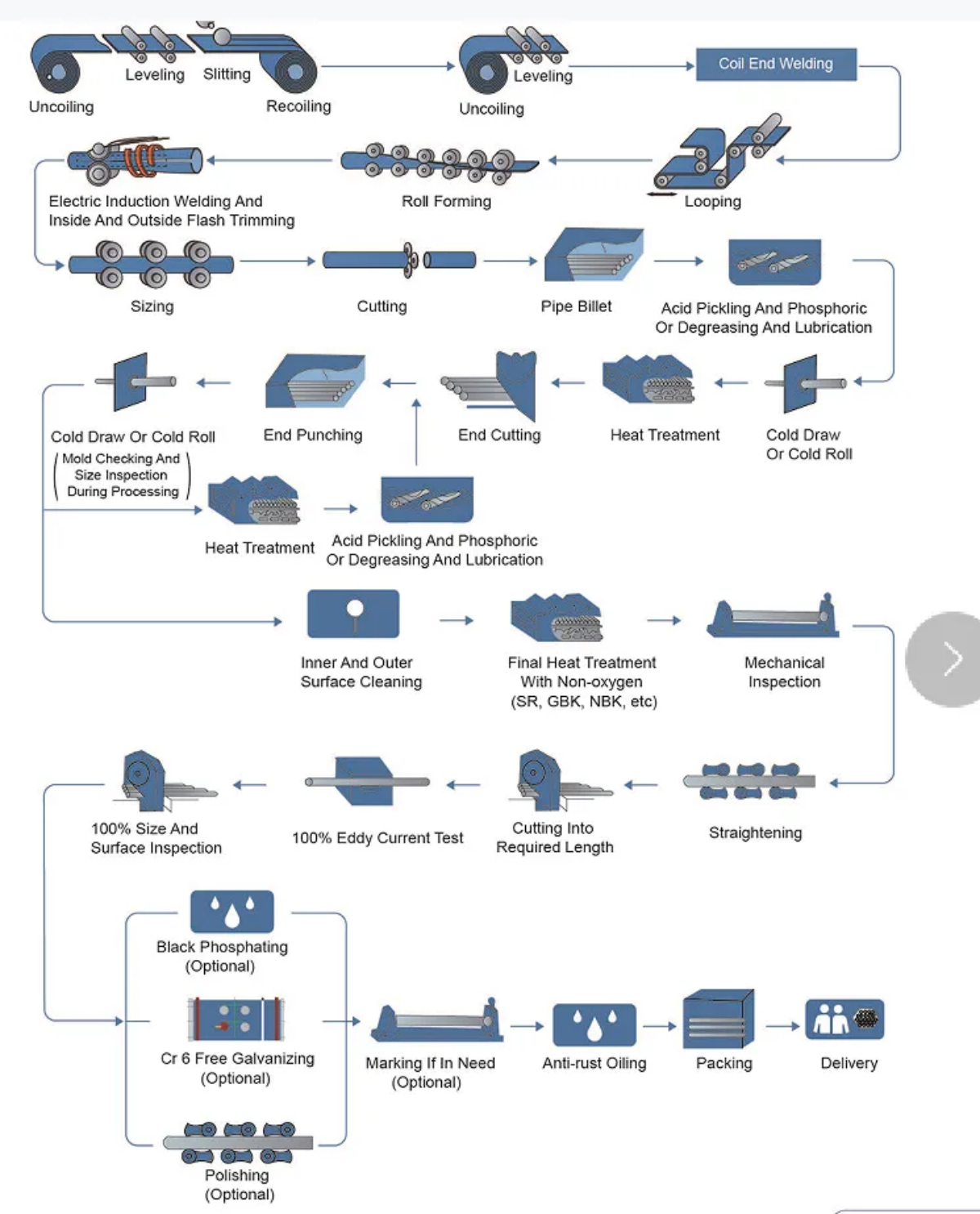
Proces proizvodnje
Prednosti

Pojačati inspekciju proizvoda u svakoj fazi proizvodnje, opremljen kompletnom opremom za ispitivanje: nedestruktivno ispitivanje vrtložnim strujama, stroj za ispitivanje otpornosti na visoki tlak, univerzalni mehanički stroj za ispitivanje zatezanja, stroj za ispitivanje savijanja ravnanja, analizator čistoće, analizator metalnih elemenata itd. Upoznajte mehanička svojstva proizvoda, testirajte performanse procesa, pružite moćno jamstvo za kvalificirane proizvode.
Osiguranje kvalitete
1. Strogo prema standardu JIS G3445 ili drugim standardima.
2. Uzorak: Uzorak je besplatan za testiranje.
3. Ispitivanja: Ispitivanje slanim sprejom/Vlačno ispitivanje/Vrtložna struja/Ispitivanje kemijskog sastava prema zahtjevu kupaca
4. Certifikat: IATF16949, ISO9001, SGS itd.
5.EN 10204 3.1 Certifikacija





